In chemical and pharmaceutical facilities, uptime is not just an operational metric, it is a regulatory and financial imperative. Production processes often run under strict compliance standards, controlled environmental conditions, and tightly scheduled batch cycles. Even minor disruptions in material handling systems can delay production timelines and increase compliance risks.
Among the many systems supporting overhead cranes in these plants, the festoon cable system is a silent yet significant system. It governs how power and control cables move with the crane trolley, ensuring electrical stability is maintained through recurring traveling movements. When designed correctly, it enhances reliability. When overlooked, it becomes a hidden cause of downtime.
The Unique Operational Demands of Chemical & Pharma Plants
Unlike conventional industrial environments, chemical and pharmaceutical plants operate under heightened environmental and safety pressures. Equipment must withstand chemical vapors, high humidity, stringent hygiene measures, and constant patterns of use.
In such conditions, cable management cannot be an afterthought. The repeated movement of cranes often transporting hazardous materials or sensitive compounds, places consistent mechanical stress on cables. Without a properly engineered festoon cable system, cables may experience abrasion, tension fatigue, or insulation breakdown.
These failures develop gradually, often surfacing as intermittent electrical faults or unexpected crane stoppages.
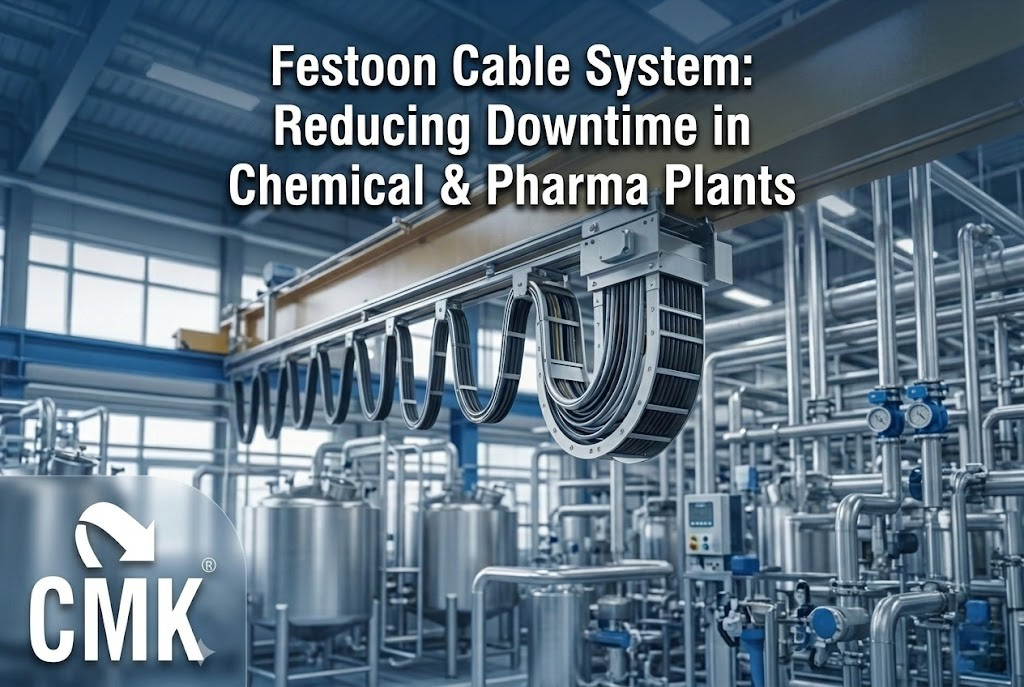
How a Festoon Cable System Supports Continuous Crane Operation
A festoon cable system comprises trolleys on a track that direct and carry cables along the crane’s movement path. As the trolley travels, the cable loops open and close smoothly, maintaining controlled tension and preventing twisting or snagging.
The effectiveness of this system depends on design precision. Track alignment, trolley spacing, and cable clamping must be calibrated to match travel length and operational frequency. In high-duty chemical and pharma facilities, this controlled movement prevents premature cable fatigue and reduces the risk of electrical interruption.
When the festoon system is functioning correctly, crane motion remains smooth and predictable, a critical factor when dealing with sensitive materials.
Common Downtime Triggers Linked to Poor Cable Management
Cable failures in chemical and pharmaceutical plants are usually caused by environmental and mechanical stress rather than sudden malfunction.
Key causes typically include:
- Corrosion of metallic festoon components due to chemical exposure
- Excessive cable strain from improper trolley spacing
- Misaligned tracks causing uneven movement
- Lack of support for heavier control cables
Each of these issues gradually weakens the system. Over time, the result can be electrical short circuiting, crane control failures, or unplanned failures during active production cycles.
Design Factors That Improve Festoon System Reliability
Not all festoon systems are suited for high-risk environments. Chemical and pharma plants need systems engineered for durability and environmental resistance.
Material Strength and Corrosion Protection
Festoon cable trolleys and tracks should withstand vapors and humidity. Galvanized or treated components significantly improve long-term performance.
Smooth Rolling Mechanism
Precision bearings reduce friction and vibration, allowing cables to glide rather than jerk during motion.
Balanced Cable Loop Formation
Correct spacing ensures even distribution of mechanical stress across cable lengths, preventing weak points.
These elements collectively reduce the strain on cables and extend operational lifespan.
Preventive Maintenance as a Downtime Strategy
Even the most robust festoon cable system benefits from structured inspection. In regulated environments, preventive maintenance is part of operational discipline rather than reactive repair.
Periodic inspection of trolley wheels, cable insulation, and track alignment allows maintenance teams to detect early wear patterns before they escalate into shutdown events. This proactive strategy is in line with the wider plant safety and compliance measures, especially in pharmaceutical manufacturing, where continuous batch processing is important.
Supporting Reliable Cable Management in Critical Industries
Reliable crane electrification in chemical and pharma plants requires components that match environmental realities. CMK India manufactures industrial-grade festoon cable trolley systems designed to perform under demanding conditions. These systems have a corrosion-resistant design and fine movement control, which enables the stable operation of cranes and minimizes the chances of interruptions of the cables.
Plants can protect the stability of electrical systems and control the production cycles by combining the high-quality festoon solutions into crane systems.
Conclusion
In chemical and pharmaceutical facilities, downtime carries consequences beyond lost productivity. It may influence regulatory compliance, standards of safety, and the integrity of processes. A properly engineered festoon cable system plays a decisive role in maintaining crane reliability and preventing preventable interruptions.
Investing in durable, well-designed cable management systems ensures smoother crane travel, longer cable life, and greater operational confidence. In industries where precision and continuity are non-negotiable, festoon cable management becomes a strategic reliability component rather than a simple accessory.



